Using iRoll for sheet/roll temperature monitoring, case studies
Apr 30, 2019
Valmet iRoll Temperature is an online tool for measuring the temperature profiles of rolls, roll covers, and paper webs. The system works with any paper, board, or tissue machine process, pulp dryers, coaters, offline calenders, converting lines and other processes using rolls or handling materials in web format. The same technology can be applied for permanent use or as an analysis service:
iRoll Temperature with sensors under the roll cover for online measurement of temperature
profiles for rolls or moving webs
iRoll portable – a temporary solution for analyzing sheet temperature profiles and drying processes.
The flyer in the Related Links section of this page will describe in detail how the system works. So this article will concentrate on some examples of use and cases of mills that have successfully used iRoll Temperature either by itself or with other iRoll products to solve runnability problems on their machines.
Example: Roll cover temperature and condition monitoring
Nip load conditions of deflection-compensated or water-cooled rolls may change significantly due to temperature effects. The following graphic shows a roll which is overloaded on the drive side, due to the internal oil temperature creeping higher after each machine start-up. This causes a risk of cover failure. iRoll reveals the nip load peaks and temperature creep.
Overloaded roll due to high internal oil temperature
Using the online temperature profile measurement, the exact source of the problem can be pinpointed immediately as being either due to internal temperatures or external loading equipment. A similar approach can be taken to water-cooled rolls to avoid loading/temperature issues from limestone build-up or water circulation issues. Preventing too-low water temperatures also leads to longer runs with polyurethane covers.
Example: Sheet temperature monitoring with thermal or barrier coatings
In this example, iRoll Temperature has been installed on the chosen web guide rolls shown in the following graphic. It monitors the most critical spots of the drying process in order to avoid excess maximum temperature of the sheet/coating color.
Sheet temperature monitoring with thermal or barrier coatings
The temperature monitoring is of the full width profile, detecting the hottest spots and cool areas. Alarms are set to signal when the temperature limits are exceeded in any CD area of the sheet. The process is thus optimized for a more uniform temperature profile, eliminating speed bottlenecks and avoiding broke.
Example: Sheet temperature monitoring and analysis for moisture profile improvements
For moisture profile errors from unknown origins, the line can be equipped with iRoll Temperature or with portable technology measurements at selected guide roll positions, as shown in the following graphic. The effects of each process and drying stage can be isolated and studied online to see where the problem shows up first.
Sheet temperature monitoring and analysis for moisture profile improvements
Corrective action can be targeted precisely at the detected problem sources. Automatic or manual control can take place to optimize drying performance with all grades and in all process conditions - continuously, quickly and online.
Now that we've looked at example applications of use for the iRoll Temperature technology, let's review a few case studies of actual results achieved...
Case Study: Eliminating roll cover failures on a liner board machine
Problem
This USA mill suffered from continuous issues with roll cover failures and suboptimal press performance.
Solution
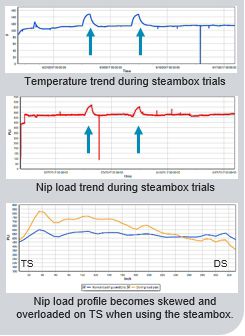
The Valmet Press Roll Cover PK was upgraded to an iRoll system, combining both nip profile (iRoll Press) and temperature profile (iRoll Temperature) systems. After installation, the nip profile and temperature profile data were gathered and analyzed to identify the press section conditions causing the problems. The press section steambox was tested to see its effect on nip load and temperature profile. The steambox caused peaks in temperature as it should, but peaks also occurred in the nip load. The nip profile got skewed and overloaded on the tend side due to the steambox. The steambox power was reduced, and the cover failures stopped. Press section profiles also improved. Further improvements were achieved by upgrading the steambox.
Case Study: Studying reasons for cover wearing on liner and fluting board machine
Problem
This Netherlands mill had fast wearing of roll covers on a pond size press. The wearing occured only on certain areas, especially from the center toward the drive side.
Solution
The pond side cover was upgraded from rubber to composite (Sizer Roll Cover SG) and the iRoll system, with both nip profile (iRoll Sizer) and temperature profile (iRoll Temperature) systems.
After installation, the nip profile and temperature profile data were gathered and analyzed to identify the conditions at the sizer. The wearing was caused by a combination of temperature and nip load profile shapes, with some effects from the sheet. Starch application was found to have the biggest link to color and nip profile changes.
Further improvements were achieved by servicing the loading equipment. Valmet also recommended adding more starch application pipes and maintaining the showers and moisturizer to even out the effect from the sheet.
Case Study: Using iRoll Temperature portable technology to improve runnability and profiles
Problem
This LPB/FBB machine had a loose sheet edge after the drying section, before the pre-calenders, causing wrinkling issues and creating excess broke. Also there were moisture profile peaks.
Solution
iRoll portable analysis was carried out on the production line, measuring: Tension profile after drying, after pre-calenders and before reel Temperature profiles before and after coating
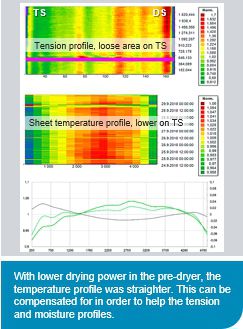
The sheet tend side edge was loose after the drying section. Many factors affected this, but the key finding was that the edge was also running cool. When more drying power was used, the edge got cooler than the center, causing issues in the tension profile and runnability.
The alignments in the pre-calender area were also found to be incorrect, causing more runnability issues. Alignment checks and corrective action were recommended for the pre-calender area and guide rolls after the dryer.
Adjustments of the press section steambox to compensate for the cool edge and loose tension profile were tested and found effective.
These have only been a few of many successes mills have experienced using Valmet's iRoll Temperature technology. Download the flyer in the Related Links section to learn more about how the technology works, as well as more applications for it. For more information or to discuss your roll related problems, contact your Valmet representative.