Roll grinding procedures, wheels, belts, setup, end relief, tips
Successful roll grinding depends on many factors. The knowledge and experience of an operator, the condition of the roll grinding equipment, and continued preventive maintenance of equipment, all contribute to the ability to meet dimensional tolerances and surface finish requirements. The following guidelines assume that the equipment is in good operating condition and the operators are well trained. These are the grinding procedures followed at Valmet roll shops.
Grinding wheels and belts
Valmet maintains a variety of wheels and belts. The selection for a job corresponds to the product being worked on and grinder type:
For regrinding existing rubber covers, 32 - 36 grit wheels are recommended.
For regrinding existing rubber covers 80 - 180 grit belts are recommended.
The choice of wheel used can be affected by operator preference, machine condition, wheel performance and product. Questions regarding wheels and belts should be directed to the wheel and/or belt manufacturer.
All wheels should be balanced properly to achieve the best results. The recommended procedures for conventional grinders are: mount the wheel on its own sleeve, rough true it in the machine, remove the wheel and sleeve assembly from the machine, balance the unit, place it back in the machine and re-true the wheel. With newer grinders, the wheel can be balanced in the grinder.
Roll set-up
Small diameter rolls are ground between centers. Machine centers and center holes in the roll journals should be checked for proper condition. Centers should be lubricated at all times. Poor fitting centers cause dimensional and finish problems.
Large diameter and heavy rolls should be ground mounted on bearings wherever possible. If journal rests are used, they should be lubricated to prevent friction and roll distortion. Journal rests are usually made of "Babbitt" which tends to reduce scoring and reduce heating of the journals.
Universal roll drives should be used to insure uninterrupted rotation. TIR (total indicated runout) should be checked by dial indicator and recentering should be within .002" on the journals before proceeding with grinding.
Rubber covered rolls should be at room temperature and rotated at a slow speed for a few hours before grinding. This will allow the cover to stabilize.
Roll grinding
To maintain rubber covered rolls in the best operating condition frequent grinding must be performed. Grinding restores the original properties and qualities of the cover. Oxidation and surface checks, cuts or cracks are removed by grinding. Before grinding any roll, the following steps should be taken and recorded:
Crown measurement
Roll hardness
Roll diameter
The roll must be straight from end-to-end. This can be determined with a dial indicator. When the roll is straight, the crown is set and the roll ground. Rubber covers may be ground wet or dry. Roughing passes should not exceed .005" and finishing passes should be reduced to .002".
Key points
Roll must be straight end-to-end.
Crown must be accurate before dressing the wheel for finish grinding.
Use saddle calipers to make sure the crown is correct and roll is straight.
Dress the wheel for finish pass. For a fine finish, use a slow rate of traverse, approximately 14" per minute. Dress at less than .001" infeed. Finish dressing the wheel using several passes at .0005" or less.
Finishing on rolls should be performed at the grinder. Two trips across the roll face using 180 to 320 grit sandpaper should remove all lead marks. Average sanding on a large press roll is approximately one hour. Sanding should be done with extreme care so as not to affect profile tolerances.
Grinding tips
Roughing
Average wheel speed: 4,000 to 4,500 sfpm
Average roll speed: 100 to 150 sfpm
Rough dress the grinding wheel. Before the start of the grind set for rapid traverse, two-thirds of wheel width or better per revolution.
Finishing
Average wheel speed: 4,000 to 4,500 sfpm
Average roll speed: 120 sfpm
Dress the wheel for finishing; wheel edges should be rounded. Reduce traverse to the minimum rate available, then increase the roll speed to the maximum possible without causing vibrations. The wheel should be allowed to travel off the end of the roll when grinding rubber covers. This is especially important for soft covers.
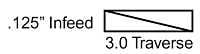
Grinding taper end relief on roll covers
Mark the length of taper on the roll ends. Increase the RPM's on the roll, carefully to a safe speed. Reduce the traverse speed as low as possible. Always start a taper on the face of the roll and traverse outward off the face. Turn the infeed slowly as the grinding wheel moves to the end of the roll. Use a scale to measure depth, with practice a good taper can be ground this way.
If the grinder has a hand traverse wheel, this method should be used:
Measure the distance the compound moves for one complete turn on the hand traverse wheel. Calculate how many turns it will take to move an inch. Use a dial indicator with magnetic base on the compound to measure infeed of grinding wheel while hand traversing the grinding wheel off the face of the roll.
Example:
For 3" x 1/8" taper:
1 turn on hand traverse wheel = 1/16"
1/16" x 16= 1"
16 x 3 = 48 turns on hand traverse wheel to move compound over 3"
48 - .125 = .0026 infeed per one turn
48 turns at .0026 per turn = 1/8 or .125
For more information about roll grinding best practices, or to schedule a roll grinding at a Valmet roll shop, contact your Valmet representative.