80% less winding broke with iRoll at Sappi Alfeld
With Valmet’s iRoll technology and optimal control strategy for each grade, Sappi Alfeld has reduced winder broke by 80% on its PM 2.

“With iRoll, we have made a huge step forward in improving the winding quality,” says Dustin Jeckstadt, Project Manager at Sappi Alfeld (left), pictured here with Ralf Füssel, responsible for the project at Valmet.
Papermakers are always looking for better production efficiency, cost savings and excellent paper profiles. In the present tough market situation, even a couple of percent of reeling and winding broke is unacceptable. Providing the best possible satisfaction for the actual users of the products is crucial, too. To tackle these challenges, the Sappi Alfeld mill near Hannover in Germany utilizes Valmet’s iRoll technology with hardness profile control.
In 2013, the mill took a leap forward by converting its only remaining graphic paper machine, PM 2, into what is probably the most sophisticated specialty paper machine ever built. Sappi took an innovative approach to tackling market demands and chose an all-online concept to meet its targets. An MG cylinder, an online coater, and an online multinip calender are among the tools incorporated into the world’s biggest specialty paper machine, which runs at up to 1,200 m/min and has a production width of 5,150 mm.
The wide variety of grades presents additional challenges for process control and runnability. With the basis weight ranging from 50 to 180 g/m2, there are calendered, non-calendered, coated, uncoated, and one- and two-side-coated grades. Various other parameters needed to be optimized for high speed and efficiency, too.
Focus on production efficiency
After converting the machine to specialty packaging and label grades, reaching the targets set for product properties and the highest quality on the market, Sappi Alfeld started to work on PM 2’s production efficiency. This was an essential part of the development path in order to meet the needs of Sappi’s customers, too. The idea was to have a large specialty paper machine that can cope with larger orders, provide top benchmark quality, feature the best possible cost efficiency, and support the transition from plastic-based materials to paper-based ones – a growing trend in the European market.
The product mix in specialty paper production is diverse, with frequent grade changes. The variety of different products calls for a wide variety of process parameters, too. Material efficiency on the production line can easily fall due to profile- and runnability-related broke.
This is a particular issue when reeling and winding higher-density paper grades that require more calendering impact.
Thus, multinip-calendered or soft-calendered grades create a set of challenges for profile controls. Dry end broke depends on parent roll hardness and diameter profiles. Bad profiles, such as hard roll edges or soft areas in the cross dimension, can lead to reeling, winding and runnability problems, resulting in high amounts of broke. Hard areas in parent roll CD hardness profiles can cause, for example, baggy areas, ridging or corrugation in parent rolls, and poor visual qualities in customer rolls. Typically, hard spots turn out baggy during unwinding.
Sappi Alfeld set the quality standard high: only rolls with a perfect appearance and perfect profiles would be accepted. All rolls had to pass an inspection to verify that no baggy overstretched areas, wrinkles, finger streaks, or other hardness profile-related issues would end up being shipped.
On the other hand, hardness profile variations – especially with lighter basis weight grades – tended to cause these issues, leading to broke and reductions in overall material efficiency. The strict quality requirements led to relatively high levels of winding broke – with a consequent negative impact on PM 2’s overall profitability.
Decreasing broke first manually by 46%
To tackle this challenge, the mill first removed factors that could naturally cause profile variations. The headbox was tuned and oscillation was added to the reel. However, this had a relatively small effect. Online thickness profile control for calender profiling did not give optimal results, so the focus shifted to the reel hardness profile.
The mill used the available tools to improve and stabilize the hardness profiles at the PM 2 reel. This was done by regularly observing hardness profiles on all grades. Optimized profile targets for the pre- and multinip calenders improved the hardness profile. Valmet conducted an iRoll Portable analysis to further fine-tune the profiles.
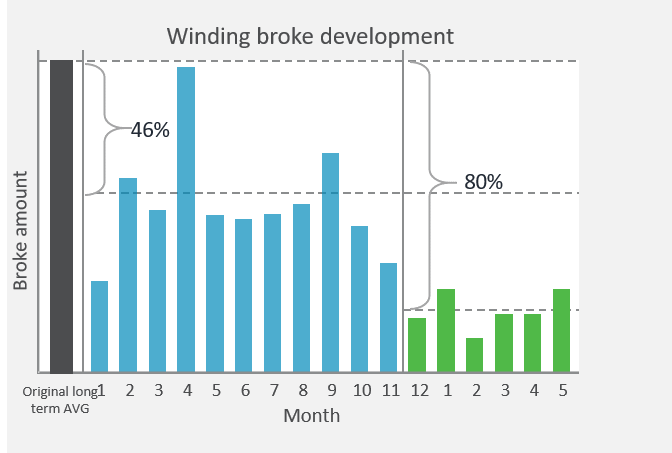
These manual actions decreased winding broke by 46% from the original levels. The improvement was clear – but still not sufficient. To get better results, an upgrade to the control system was needed.

Development of winder profile reject, showing manual actions enhanced by iRoll Portable and further with online hardness profile control. Manual actions could cut the amount of reject by almost half. A further 64% reduction from the manually optimized level was obtained with online hardness profile control. This equals an 80% total reduction compared with the original levels.
iRoll technology improves hardness profile
The final phase was carried out by adding an iRoll Reel with a soft Valmet Reel Drum Cover RS to the PM 2 reel.
iRoll Reel is Valmet’s solution for improving hardness profiles, offering extreme sensitivity and measurement speed. This sensitivity comes from the cumulative nature of the reeling process: reeling thousands of layers of paper on top of each other amplifies any variations in hardness and diameter profile, too. Thus, the iRoll system can easily detect even the smallest variations and provide control accuracy that cannot be matched with any other type of QCS application. The iRoll hardness profile control can use the available profiling tools available, such as headbox actuators or calender zone-controlled rolls and induction profilers.

The iRoll Reel drum system provides an online hardness profile measurement that can be used for online control applications
For Sappi Alfeld’s PM 2, the iRoll hardness profile signal was connected to the Valmet IQ CD Controls multivariable profile control system. The iRoll hardness profile was used as an input in the controllers to obtain a good hardness profile, rather than using thickness profile control alone. The sophisticated multivariable controller also made it possible to combine several inputs and outputs, with optimized weight for each. This allows the use of different control strategies for different grades.
Improved profitability with overall winding broke down 80%
As a result of the iRoll hardness profile control with multivariable controller and optimal control strategy for each grade on Sappi Alfeld PM 2, winder broke fell by 80% compared with the original figures. This was a remarkable improvement compared with the earlier levels and in production line profitability.
“With iRoll, we have made a huge step forward in improving the winding quality,” says Dustin Jeckstadt, Project Manager at Sappi Alfeld.
Valmet’s iRoll technology has allowed the mill to meet the requirements for high speed, top product quality, a wide product mix, and excellent material efficiency all at once, resulting in an excellent payback for the investment.

With iRoll,we have made a huge step forward in improving the winding quality.”
SUMMARY
| Location: | Sappi Alfeld mill in Germany |
| Customer target: |
Sappi Alfeld focused on production efficiency. They set the quality standard high, only rolls with a perfect appearance and profiles would be accepted. At the same time material efficiency must be improved. |
| Solution: |
First winding broke was decreased with manual hardness profile optimization and by using iRoll Portable. For better results iRoll Reel hardness profile control with a soft Valmet Reel Drum Cover RS was installed on the reel. Also Valmet IQ CD Controls multivariable profile controls system was taken into use. |
| Results: | Profitability improved, mill met the requirements for high speed, top product quality, a wide product mix and excellent material efficiency. |
Technical data
| Grades: | Specialty packaging and label grades |
| Basis weight: |
Ranging from 50 to 180 g/m2
|
| Wire width: | 5,150 mm |
| Production speed: | 1,200 m/min |
With iRoll, we have made a huge step forward in improving the winding quality”
