How does one decide when a valve or pump is not ideal and hindering operations? The decision to change is often hard and costly to make. However, the decision to not make a change may be more costly due to high operating expenses. In every pipeline, there are many options. In certain circumstances, the decision is made by trusting the local salesperson that has provided past support and solutions. The product may not be the best technology, but they offer support, help solve problems and get the process into operation.
This article will help show how costly a poor valve or pump selection may result in massive operating expenses. At some point, every operation makes the decision that what is being done does not make economic and operational sense. Those decisions are difficult and require investment.
In one case, a minerals processing facility selected a brand of pinch valves to handle a minerals slurry where the valves operated every 45 seconds on and off. They had two processing plants, and between the two operations, they had installed 156 small pinch valves.
The valves required regular maintenance, and the rubber sleeves were replaced every four months. The two plants asked the manufacturer for help extending the life of the rubber sleeves. Some of the manufacturer’s recommendations were to change the rubber material, train people to change the rubber sleeves and change the pressure rating of the valves.
Even though the operating pressure was only 60 pounds per square inch gauge (psig) and the slurry was 40% solids, the manufacturer recommended higher pressure rated rubber sleeves. Despite several visits from the manufacturer, not much progress was made in three years to extend the valve sleeve life.
After dealing with this, these processing facilities looked for better alternatives. A different manufacturer’s test valve ran continuously for two years without a single rubber sleeve change and no maintenance.
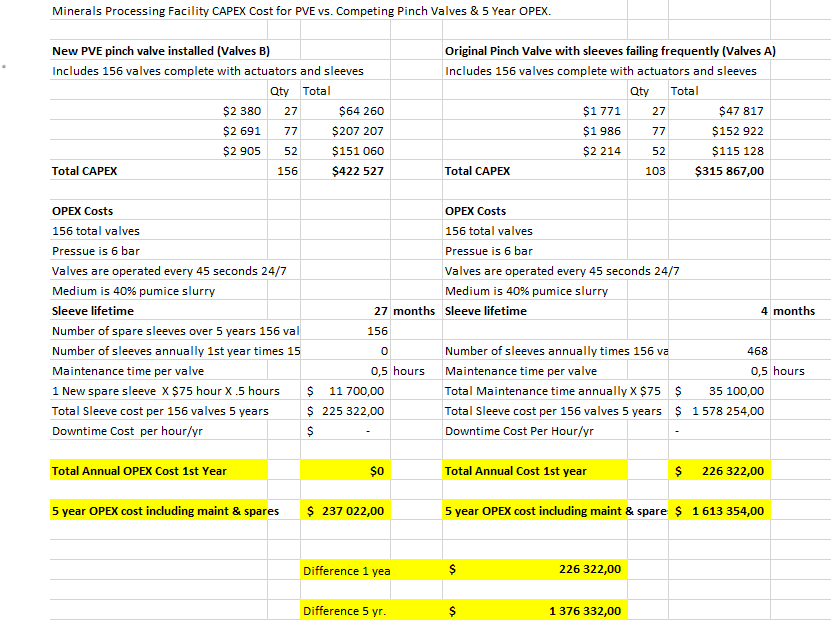
Above, notice the first pinch valve (Valves A) had frequent repairs and were roughly 25.2% less expensive than the second valve (Valves B). The first set of 156 valves (Valves A) they tried accumulated ~$679K in repair and spare parts costs over 3 years. Then, after all156 valves were replaced with a new brand (valves B), the cost of repairs reduced to ~$117K over the next 3-year period. Over a 5-year period Valves A would have cost ~$1.6M to keep operational where Valves B had a 5-year operational cost of still only ~$237K. In the above case the downtime cost per hour was not provided or calculated, but there is certainly an additional cost to that as well. (Images courtesy of Valmet)
After that, the plant began replacing the failing pinch valves with the new brand with the same success. In their two plants, they replaced 156 valves. The average lifetime reported by the plant for the better pinch valve was 27 months before the valve required repair.
Some advantages of pinch valves are:
Only the rubber sleeve makes contact with the medium.
Pinch valves have no pockets or cavities for solids or scaling material accumulation.
If scaling occurs on the rubber sleeve, the closing of the valve has a selfcleaning effect on the rubber sleeve.
Pinch valves are capable of high pressure shutoff of up to 1,500 psig on abrasive flow streams.
Often, only the rubber sleeve is replaced.
The body is nonwetted until the rubber sleeve fails.
Rubber can survive well against abrasive flows.
Pinch valves are capable of handling solids content of up to 85% solids.
Many rubber compounds can be used for various chemicals and mediums.
Pinch valves are simple structures with three main components: pinch valve sleeve, valve body and actuation method.
Pinch valves are simple devices that rely on rubber to provide the wear lifetime of a valve and can be repaired easily and rapidly. Unfortunately, rubber quality and performance can vary from one brand to another.
Some of the rubber compounds that may be available in pinch valve sleeves are natural rubber (NR), styrene butadiene rubber (SBR), high temperature styrene butadiene rubber (SBRT), ethylene propylene diene monomer rubber (EPDM), nitrile rubber (NBR), hydrogenated nitrile rubber (HNBR), neoprene rubber (CR), butyl rubber (IIR), flouro rubber or Viton (FPM), chlorosulphonated polyethylene rubber (CSM) and some versions of polyurethane (PU). Each of the above rubber materials and polyurethane materials can handle high solids abrasive slurries, but certain rubber compounds are better at handling various chemicals. In some cases, against aggressive chemicals, a pinch valve may be a better option than exotic material metal valves.
Again, keep in mind with pinch valves, the rubber sleeve is the only component in contact with the medium. This means the valve body does not necessarily have to be made of exotic alloys. SBR, SBRT, NR and PU are all good against abrasive mediums.
EPDM and FPM are ideal for medium strength and strong acids (check with manufacturer for best recommendation). NBR and HNBR are ideal for oils, fats and bitumen. CR, CSM and IIR all have specific mediums in which they are resistant.
Pump performance lessons in minerals processing & refining
Similar to pinch valves, rubber manufacturing has an impact on lifetime of peristaltic pump hoses. Peristalsis derives from a medical term which refers to how constriction and relaxation of a canal can create wave-like movements that push the contents of the canal forward.
The peristaltic pump operating principle is based on this same compression of a rubber hose. When the compression mechanism is removed or moved forward, the uncompressed rubber hose rebounds and returns to the open position. This reopening of the rubber hose draws in new material due to the created suction, and the process starts all over again. Peristaltic pumps have the following positive attributes:
Only the rubber hose and mating flanges are in contact with the medium.
Repair usually only requires replacement of the rubber hose and small amount of lubrication.
They work for suction lift applications.
They are fully reversible in direction of pumping.
They are low shear, not harming or agitating the medium.
They can be accurately controlled to increase or decrease flow provided by the pump by increasing or decreasing the rotational speed of the pump.
When the pump is stopped, it is its own shutoff device, so flow is stopped when the pump is not running.
They pump up to 80% solids.
All rubber hoses are good against abrasion and some even corrosive mediums.
They run dry continuously without harming the pump.
They never require gland seal water.
Some of the points above are important to users. For instance, if pumping flocculants, reagents or polymers, the peristaltic pump will not shear the medium like certain styles of pumps, which can often reduce chemical consumption. Also, accidents occur and sometimes pumps are left to run dry.
With certain styles of pumps, this means disaster and costly repairs. A peristaltic pump can run dry for long periods with no harm to the pump. Clean gland seal water in mining environments may not be possible, which, in shorter periods of time, may lead to the destruction of expensive gland seals. Peristaltic pumps do not have packing glands. When stopped, a peristaltic pump obstructs flow completely, where some other pumps can leak when stopped and dewater the upstream slurry. Finally, certain types of centrifugal pumps are excellent for pumping solids. However, when the solids content begins to creep above 35%, the wear rate of lining, impellers and other exposed parts increases. So, a centrifugal pump that performs well at 35% solids may have two to three times the repair costs when the solids content is increased to 50% to 55%. Conversely, a peristaltic pump will have similar wear rates and repair schedules whether the pump is pumping 35% solids or 80% solids.
A quality rubber hose is vital to the life of a peristaltic pump, but the mechanical closure method of the rubber hose also affects the hose performance and lifetime. The main determining factor on how long a hose lasts in a peristaltic pump is how many times the hose is compressed. There is a common misconception that the slurry abrasiveness or percent solids determines hose lifetime. Generally, it is how many compressions are put on the hose. One other important factor is both how hot the hose gets from the compression action and the medium temperature inside the hose. As hose temperatures increase due to compression method and medium temperature, the hose life can decrease tenfold when it reaches the rated temperature of the hose.
There are three types of compression methods in today’s peristaltic pumps. One involves two metal bumps or shoes that rotate in a 360-degree fashion to compress the hose. Shoe-designed hose pumps generate friction and heat during the compression process. For this reason, shoe pump rotational speeds need to be kept at a slow rotation per minute (rpm), and the casing of the pump needs to be fi lled with a large amount of glycerin to help dissipate the heat the rubbing action will create.
The second option is one that incorporates two rollers to compress the rubber hose. This style does not generate the heat of the rubbing shoes, which will likely increase hose life, especially at higher fl ow rates and higher rpm. Also, this design does not require the massive amounts of glycerin to help dissipate the heat. Rubber hose life and operating expenses should be less than a shoe design if the entire assembly is made up of high-quality components and construction.
The third option is the newest and incorporates an eccentric shaft and a heavy-duty roller that rolls over the hose once every 360-degree rotation. This design eliminates one compression every single rotation. With the number of hose compressions being the main determining factor in hose life, this design will have roughly twice the hose life than the above alternative options. This is also due to the design generating virtually no heat. This style also requires only a small amount of glycerin for light lubrication of the rubber hose.
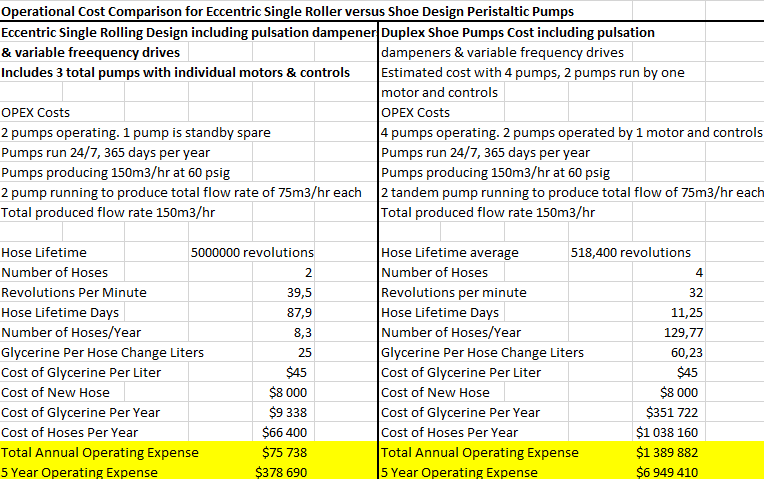
The above graph illustrates the cost of spares and consumption rates of an eccentric single roller design pump and a shoe design pump. This service was at a zinc refi nery where the slurry pump contained solids, was chemically aggressive and was at a high temperature (nearly 100 C).
Shoe designed peristaltic pumps limit their operating speed due to the heat they generate in the compression design. The rubbing action generates heat buildup, so they cannot be run at a higher rpm. For this reason, if using a shoe pump, users may be forced to use a larger pump that can run slower to eliminate the heat.
Double roller or eccentric single roller designs can run at a higher rpm and not generate this heat. For example, a 4-inch shoe design pump may have a maximum fl ow rate of 200 gallons per minute (gpm) if the pump is running continuously. However, double roller or eccentric single roller designs can produce 440 gallons per minute when running continuously.
In most cases involving larger diameter peristaltic pumps, a smaller size can be used for less cost when comparing a rolling design against a shoe design. So, if the flow rate required is 150 gpm continuously, it would likely require a 4-inch shoe design pump, whereas an eccentric rolling single compression design can reliably produce 150 gpm continuously with a 3-inch peristaltic pump.
Rubber technology and capability has improved over the past 20 to 25 years. There are numerous blends in almost every type of rubber material. Pinch valves and peristaltic pumps are providing more reliable and longer lasting products due to these advancements.
Rubber can combat abrasive materials as well, and certain rubber blends are ideal for aggressive chemicals. The use of rubber rather than alloy pumps and valves can provide long lasting service, as well as impressive cost savings to alloy pumps and valves. With peristaltic pumps, the compression method can play a major role in operational expense.
Keep in mind the cost of the pump is typically only about 1/10 of the total cost of the pump over a 7-year span. 90% of the pump’s total cost of ownership comes from the next seven years of operational expense. An eccentric single roller design will provide two to fi ve times the life span of a hose compared to other compression designs, and these operational cost savings can be massive.
Text by Todd Loudin. For more information, contact sean.gagnon@valmet.com
Eccentric single roller design peristaltic pumps installed in Swedish iron mining operation on thickener underflow. The pumps are pumping high percent solids slurry.