Keep the noise down - Rotary valve noise abatement in gas and steam flow control applications
Noise can be a problem in even low and medium pressure steam applications, resulting in issues like heavy vibrations or health, safety and environmental hazards.
In processing facilities we can hear the loud noise generated by the flow of fluids. Avoiding excessive noise is a common requirement in many oil and gas plants. The usual limit for noise is 85 dBA. Steam is widely used in industries such as power production where high pressure drops and vibration is a concern. Wherever steam is used, there is a likely need to control noise and large pressure drops. Special attention is required in the sizing and selection of valves to ensure that they are also clean, safe and reliable.
Addressing surge
Compressor surge protection is a severe application requiring noise control. Capacity instability is accompanied by a characteristic noise known as pumping or surge. The resulting violent gas pressure oscillation can cause damage to the compressor in just a few seconds. The anti surge valve must be able to pass approx. 100% capacity of a compressor, react quickly, handle high pressure drops and reduce noise while keeping a tight shutoff to avoid energy losses.
Answering noise demands
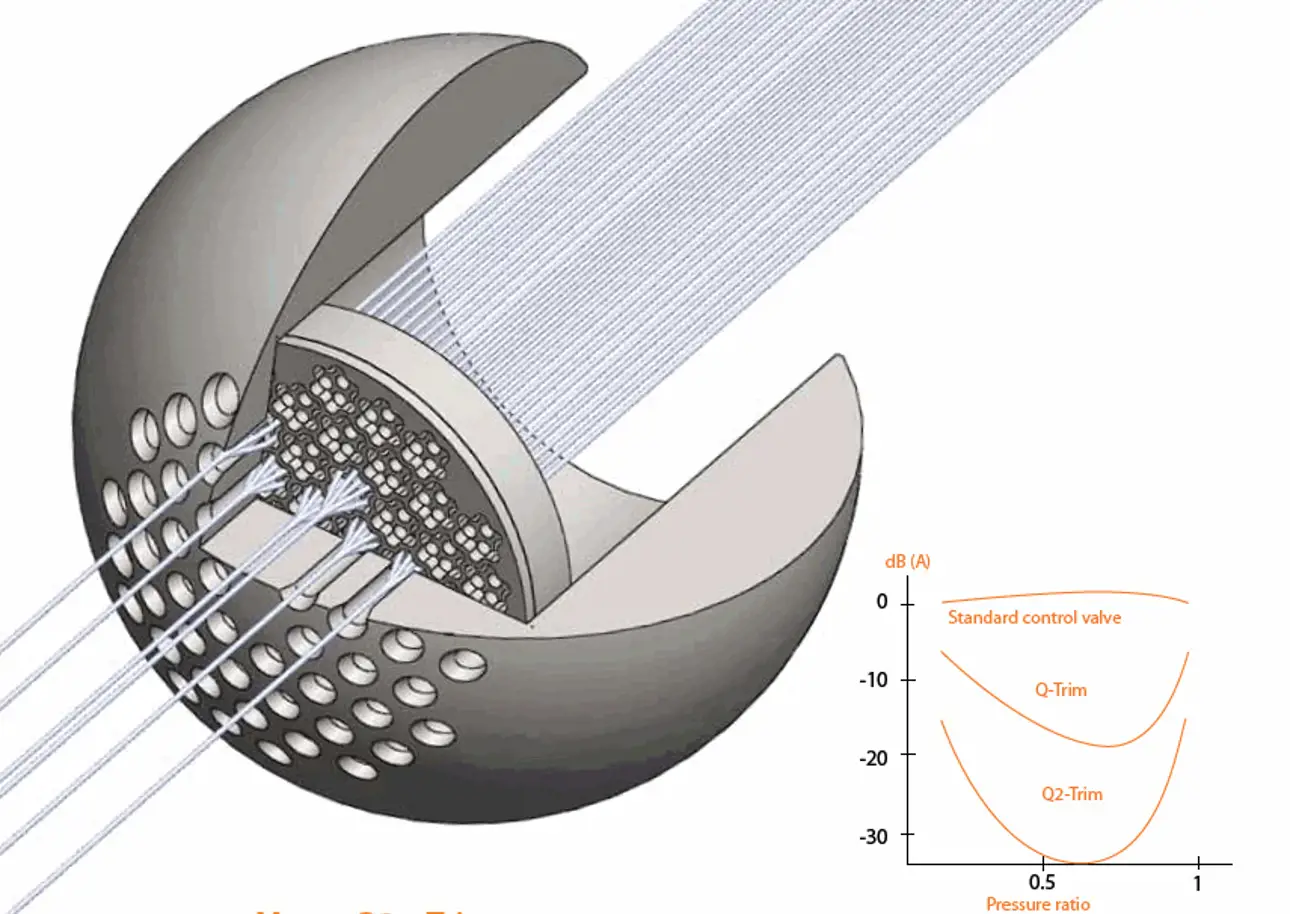
Decades have passed since the first low noise anticavitation rotary control valve, the Neles™ Q-Ball™, was introduced in the late 70s, with new developments, such as diffusers, segmented ball valves and the silencer disc appearing in the 80s.
Experience and development have formed the basis for new steps in noise abatement. The new Q2-trim is the second generation of Q-trim technology and is designed to reduce high aerodynamic noise to a tolerable level. The idea was to create high noise attenuation trim, which brings noise attenuation to a new level of performance.
The science of noise abatement
Noise abatement in steam applications can be done in several ways: Either by ‘source’ treatment, like valve and trim modifications, or by ‘path’ treatment, dampening the generated noise with solutions such as silencers. Source treatment is generally the preferred choice as it also ensures reliable process operation by preventing high mechanical vibration levels associated with noise.
Source treatment can be performed by at least four methods: velocity control, acoustic control, location control and by using diffusers.
The velocity inside a control valve trim can be controlled using a multistage pressure drop and increasing the valve trim outlet area, minimizing flow velocity and pressure and maximizing gas volume. Acoustic noise can be controlled in two ways: flow division into multiple streams and the modification of the acoustic field itself. Location control involves designing a valve trim so that the location and the shape of the jet streams create a minimum amount of noise. Dividing the pressure drop between a control valve and a downstream diffuser provides an effective way of further reducing the noise.
Valve sizing and noise prediction
Computerized control valve sizing and noise prediction arrived during the 1980s with sizing programs, which acted as tools for evaluating the true performance of the control valve. Today, control valve sizing programs are the key to appropriate valve noise prediction for overall noise control. Aerodynamic noise equations for control valve sizing have been defined by using international standards like IEC 60534-8-3.
Written by Sari Aronen. For additional information on the topic, please contact ville.kahkonen@valmet.com
Text originally published in 2013, and slightly updated in April 2022, due to the company name change to Valmet.

Subscribe to our newsletter
Subscribe now to flow control newsletter and receive the latest insights directly to your email.
Subscribe