Common reel problem situations, causes, defects and remedies
Sep 12, 2017
Good-quality paper will run on the reel and other parts of the machine well. Poor paper may cause reeling problems that cannot be affected on the reel.
Faults or variations in the moisture content or thickness profile, paper filler variations, coating defects, and strong calendering may cause problems on the reel.
The first symptoms of problems are:
An air bubble or an air streak occurs under the top sheet of a parent roll to be completed. The moisture profile is poor. Increase the web tension.
The spreader roll is not functioning. Adjust the angle of the spreader roll and the web tension.
The parent roll to be completed makes noise: keeps clicking, creaking, cracking.
The parent roll to be completed feels loose when patted by hand.
Changes are clearly visible in the end of the parent roll.
Glossy spots / surface scratches
Symptom: When the parent roll is being unwound, glossy spots or surface scratches can be seen in the inner layers.
As the parent roll is rotating, the paper layers move with respect to each other. An abrasion movement and inner nip pressure make the paper polish at the abrasion point. Heavy coated grades are subject to surface scratches.
Probable cause: Parent reel inner layers are too loose.
Correction: Slightly increase the linear load at the beginning of reeling.
CD wrinkle
Symptom: There is a cross-directional reeling wrinkle in the parent roll inner layers.
Reeling wrinkles often occur in the cross-direction in the edge area of the parent roll inner layers. They are formed as the loose layer of paper gets wrinkled.
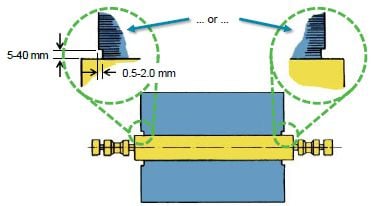
A reeling wrinkle may be rubbed until it breaks in the pressure of the inner nip, as the paper layers move on top of the wrinkle (1). Then the breaking point has polished to be glossy. There are no fiber fringes as in a tearing mark (2).
Probable cause: The inner layers of the parent roll are too loose or there is a discontinuity spot in reeling.
Correction:
Increase the linear load at the beginning of reeling.
Examine if there are points of discontinuity caused by reeling or another process, such as opening of the locking clamps, setting change affecting the paper quality etc. in the area in question.
MD split
Symptom: The web in the parent roll is split in the machine direction.
A burst may be generated if the web becomes wrinkled or necked to the reeling nip, if the cross-directional thickness profile is poor or air gets into the parent roll. Air stays between the paper layers and breaks the web when the pressure in the inner nip increases high enough.
Probable cause: The thickness profile is poor or the spreader roll is not functioning properly.
Correction:
Increase the web tension.
Check the function of the spreader roll.
Check if there is a ridge in the ends of the parent roll, preventing air from escaping the parent roll. The ridge can originate in the calender, if the web is too far out onto the edge of the roll bevels.
Correct the thickness profile.
Displacement
Symptom: There is a step-like displacement only on one side of the parent roll.
Step-wise displacement on one side of the parent roll
A step can be formed if the thickness profile slopes or if one of the edges is thicker. The pressure of the parent roll inner nip is distributed unevenly when the thickness error grows and the pressure increases as the reeling turns increase. Finally the pressure creates a displacement in the end of the parent roll. As the diameter increases, the displacement comes near the parent roll's inner layers.
Probable cause: The thickness profile is poor or the edge trimmer has been moved.
Correction:
Make sure that the web width has not been altered.
Correct the thickness profile.
For assistance with your reeling process, contact your Valmet representative.